





導語
珩磨加工是磨削加工的特殊工藝形式,其實質是一種低速磨削,也是一種高效率的光整加工方法,其加工范圍廣、加工精度高,可以在多種機床上采用,而且工具簡單、操作簡便。
01珩磨加工的特點
珩磨加工具有如下特點:(1)加工范圍廣。主要用于孔的光整加工,如圓柱孔、臺階孔、盲孔和圓錐孔等。也可用于平面、球面和成形面及外圓表面。珩磨的孔徑為1~1200mm或更大,孔長可達12000mm。幾乎所有的工件材料都可以珩磨加工。
(2)加工表面質量好。珩磨后的表面呈交叉網紋,有利于潤滑油的貯存和潤滑膜的保持,耐磨損,使用壽命長。還由于珩磨速度是一般磨削速度的幾十分之一,磨削力和熱很小,工件表面不產生燒傷、裂紋、變質和硬質層。
(3)加工精度高。采用珩磨加工內孔時,其圓度和圓柱度可達0.005~0.01mm,表面粗糙度值Ra可達0.05~0.2μm,但不能提高位置精度,可以代替部分磨削加工,加工效率與磨削相當。
(4)對機床精度要求低。珩磨加工除采用專用的珩磨機床外,也可在車床、鏜床和鉆床上進行。
02珩磨加工原理
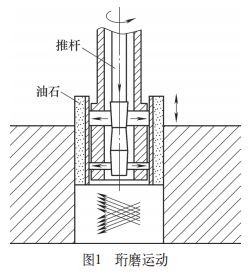
珩磨是利用安裝在珩磨頭圓周上若干條油石,由脹開機構將油石徑向脹開,使油石壓向工件孔壁,產生一定的壓力和接觸面積,在珩磨頭(或工件)旋轉和往復運動中對工件進行低速磨削,如圖1所示。為了減小機床主軸與工件中心不同軸和機床主軸旋轉精度對工件加工精度的影響,珩磨頭與機床主軸間的連接采用浮動連接,以工件孔為導向。珩磨時,油石與孔壁重疊接觸點相互干涉、相互修整,在珩磨運動中使孔表面呈現交叉的螺旋線切削軌跡。由于運動軌跡不重復,使干涉點的機會差不多均等,切削作用不斷減弱,孔與油石面的圓度和圓柱度不斷提高,孔壁的表面粗糙度值將不斷降低,在達到所要求的尺寸精度后,完成珩磨加工。
03珩磨頭的結構
在珩磨加工過程中,工件的加工精度(尺寸和形狀)、加工效率和加工表面質量,都取決于珩磨頭的結構合理,同時也取決于機床的進給方式、油石特性和工件夾具。珩磨頭結構好,油石脹縮均勻,切削液易注入,切屑與磨粒脫落后易排除,油石的修整與定位準確和制造容易,將直接影響珩磨效果。
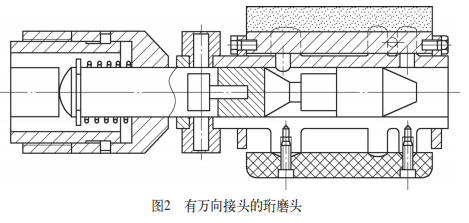
珩磨頭由磨頭體、油石座、油石、導向條、彈簧和錐體脹芯組成,如圖2所示。珩磨頭的結構與尺寸是根據被加工工件的結構與尺寸設計制造的,原理都相同。有定壓脹進、臺階孔、手動脹縮,有萬向和沒有萬向、小孔、單油石和對開瓦、盲孔和圓錐孔等珩磨頭。
結語
珩磨加工是現代采用的光整加工方法之一,具有工具和工藝簡單、加工效率高的優點。在要求工件表面粗糙度值R a<1.6μm的情況下,可以代替磨削加工,而廣泛用于生產。
 公司官方網站
公司官方網站
 微信公眾平臺
微信公眾平臺